
-高端品牌LED輔料四大類-





WB技術員看過(guò)來,看完你也能(néng)算出BPP了
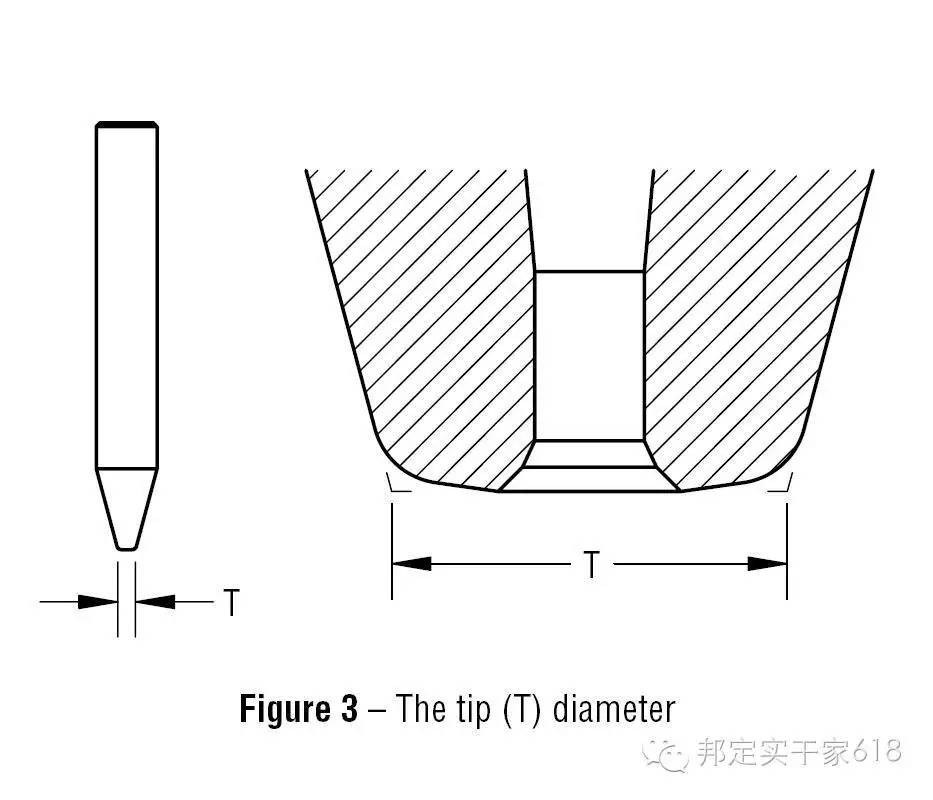
上圖就(jiù)是GAISER瓷嘴的Tip尺寸,其指瓷嘴頭部直徑,打線時(shí)留下的瓷嘴印就(jiù)是因Tip所産生的,專業術語簡稱:“T”
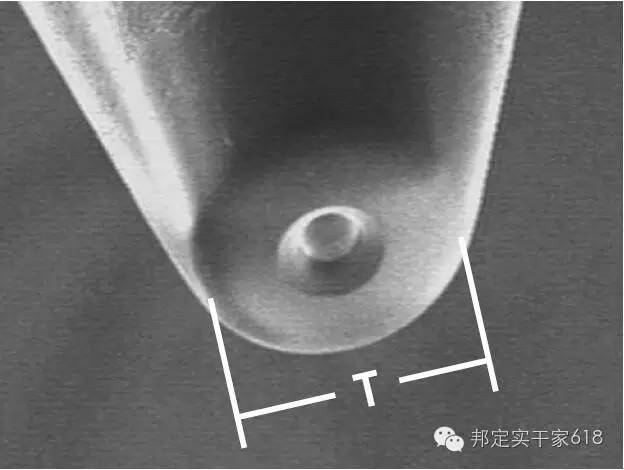
我們在使用GAISER瓷嘴時(shí),放在顯微鏡下,就(jiù)可以觀看到瓷嘴的底部,也就(jiù)是Tip尺寸,如果有工具設備是可以對(duì)其測量出實際的尺寸的。了解了瓷嘴的T值,就(jiù)能(néng)在我們選用時(shí)做參考,那麼(me)如何選瓷嘴T尺寸呢?
在我們常規思維是TIP值越大就(jiù)越好(hǎo),因爲越大打出來的二焊點魚尾就(jiù)越寬,越寬附著(zhe)力就(jiù)越大,接觸面(miàn)積就(jiù)越大,粘的就(jiù)越牽,在這(zhè)裡(lǐ)我們得到一個定律,就(jiù)是GAISER瓷嘴TIP尺寸越大,二焊就(jiù)越寬。下面(miàn)是不同TIP值尺寸所焊出的二焊尺寸。
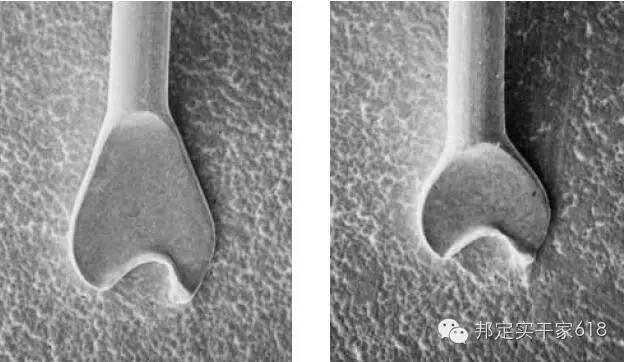
左邊的GAISER瓷嘴T =0.0090in./229μm;右邊的T =0.0059in./150μm。大的Tip尺寸焊出來二焊魚尾更長(cháng),因此,較大的表面(miàn)積與支架的貼合是優越的焊接。
一個固定的TIP值瓷嘴,所産生的二焊魚尾寬度,也因受焊線機的超聲、壓力參數因響,使其二焊魚尾的寬度和長(cháng)度會(huì)有輕微變化。而這(zhè)種(zhǒng)情況在所有焊線機上都(dōu)無法避免,細微的變化是允許的。除焊線設備參數有影響外,焊接方向(xiàng)也影響著(zhe)二焊魚尾寬度。見下圖:
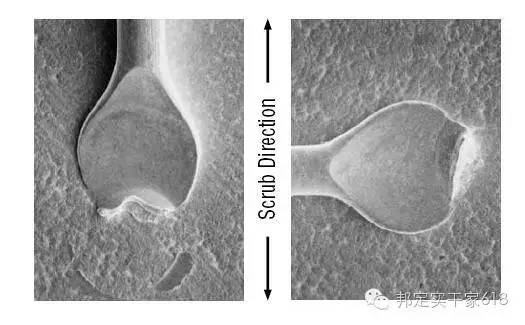
同樣(yàng)的瓷嘴型号,打線方向(xiàng)不同,其魚尾寬度不同,上圖中橫向(xiàng)打的要明顯比縱向(xiàng)的更寬。在我們焊線中其它條件沒(méi)辦法改變時(shí),更改打線方向(xiàng),能(néng)獲得更好(hǎo)的焊接面(miàn)積,
在我們平時(shí)焊線中那些地方适合用TIP大的瓷嘴呢?
支架差,鍍層薄的,時(shí)不時(shí)有二焊焊不上的,焊歪的,滑球的。
ASM機台上采用BBOS模式和normal不加球模式,一種(zhǒng)是打線後(hòu)補球的。另一種(zhǒng)直接焊線的。
線材焊接性差的。增大TIP也就(jiù)是增大焊接面(miàn)積,可增強焊接性能(néng)。
這(zhè)就(jiù)是在焊線中的實際運用,知道(dào)運用環境了,那是不是TIP尺寸能(néng)做多大是大?有沒(méi)有尺寸限制和要求?回答是肯定有限制的,GAISER瓷嘴在設計時(shí),對(duì)于其孔徑在25um-33um的,其TIP值設計爲:140um-229um。孔徑在20um時(shí),其TIP值設計最小爲:102um,有的IC封裝其要求更尖,甚至TIP值達到76um,這(zhè)體現了GAISER的制造能(néng)力。而其這(zhè)樣(yàng)設計是經(jīng)過(guò)無數次次測試,無數個研發(fā)人員的努力,使得焊出來的二焊點得到完美,與其相關的還(hái)有OR值、ICA、FA、DA尺寸.
轉載自:中捷樂淘app