
-高端品牌LED輔料四大類-





化學(xué)鎳金基闆焊點的失效分析
摘 要
矽麥克風在消費類電子産品中成(chéng)功應用,近年來得到了迅猛發(fā)展。矽麥克風的封裝工藝由于MEMS的特殊結構和封裝材料的特殊性,與常見IC封裝有許多不同點。其中引線鍵合工序由于所使用的PCB基闆材料特殊的加工工藝,使得引線在PCB基闆上的焊點失效成(chéng)爲研究矽麥克風封裝成(chéng)品率和可靠性的一個重要課題。文章重點探讨了矽麥克風封裝過(guò)程中引線鍵合工序焊點失效問題,通過(guò)不同金線鍵合方式和金線鍵合參數的分析,确立了适合于矽麥克風封裝的金線鍵合工藝。
1引言
MEMS技術的發(fā)展開(kāi)辟了一個全新的技術領域和産業。基于MEMS技術的矽麥克風在消費類電子産品中成(chéng)功應用,近年來得到了迅猛發(fā)展。矽麥克風的封裝工藝由于MEMS的特殊結構和封裝材料的特殊性,與常見IC封裝有許多不同點。其中引線鍵合工序由于所使用的PCB基闆材料特殊的加工工藝,使得引線在PCB基闆上的焊點失效成(chéng)爲研究矽麥克風封裝成(chéng)品率和可靠性的一個重要課題。本文通過(guò)對(duì)矽麥克風引線鍵合工藝的介紹以及對(duì)各種(zhǒng)主要失效形式分析的基礎上,針對(duì)矽麥克風引線鍵合過(guò)程中應該注意的事(shì)項加以歸納。
矽麥克風的設計有兩(liǎng)種(zhǒng)形式:一種(zhǒng)是將(jiāng)MEMS和IC集成(chéng)在一個芯片上,一個麥克風器件中隻有一個芯片,目前這(zhè)種(zhǒng)方式的技術還(hái)不是很成(chéng)熟,成(chéng)本太高,仍然處在實驗室研究階段;另一種(zhǒng)是分立式的,即在一個麥克風器件中有兩(liǎng)個芯片,一個MEMS芯片和一個IC芯片,這(zhè)種(zhǒng)設計方式技術相對(duì)成(chéng)熟,目前已投入大規模量産。第二種(zhǒng)設計方式的引線鍵合包括兩(liǎng)個工序,首先是用細的金線將(jiāng)IC芯片上的焊盤同PCB基闆連接起(qǐ)來,然後(hòu)再次用金線將(jiāng)MEMS芯片和IC芯片連接起(qǐ)來。本文著(zhe)重讨論在IC與PCB基闆鍵合過(guò)程中PCB基闆上的焊點失效分析。
2引線鍵合方式設計
2.1矽麥克風引線鍵合方式
矽麥克風使用的PCB闆是化學(xué)鎳金基闆。而通常用于金線鍵合的PCB闆一般是電鍍鎳金基闆,電鍍鎳金基闆不僅鍍層軟、純度高(最高可達99.99%),而且具有優良的釺焊性和金線鍵合功能(néng)。遺憾的是它屬于電鍍型,不能(néng)用于非導通線路的印制闆。化學(xué)鎳金基闆使用的是全化學(xué)鍍工藝,它可用于非導通線路的印制闆。這(zhè)種(zhǒng)鍍層組合的釺焊性優良,但它隻适于鋁線鍵合而不适于金線鍵合。通常的置換鍍金液是弱酸性的,它能(néng)腐蝕化學(xué)鍍鎳磷層(Ni.P)而形成(chéng)置換鍍金層,并將(jiāng)磷殘留在化學(xué)鍍鎳層表面(miàn),形成(chéng)黑色(焊)區(Blackpad),它在焊接時(shí)常造成(chéng)焊接不牢(SolderJointFailure)或金層脫落(Peeling)。試圖通過(guò)延長(cháng)鍍金時(shí)間,提高金層厚度來解決這(zhè)些問題,結果反而使金層的結合力和鍵合功能(néng)明顯下降。
矽麥克風的引線鍵合使用的是超聲熱壓焊工藝,鍵合劈刀、鍵合溫度、鍵合時(shí)間、鍵合壓力和鍵合的超聲波功率等是影響鍵合質量的關鍵因素。
2.2矽麥克風引線鍵合解決方案
在矽麥克風批量生産初期,其使用的是與普通IC封裝一樣(yàng)的引線鍵合方式。如圖1(a)。但是,第二焊點在PCB基闆上脫焊的比率非常高,達到4%。爲增強焊點在基闆上的連接強度,采用了BBOS(BondBallOnStitch)的鍵合方式,在IC芯片同PCB基闆焊接完後(hòu),再在PCB基闆焊點上植一個金球,如圖1(b)所示。不過(guò),BBOS的方式并不能(néng)解決第二焊點在鍵合過(guò)程中在PCB基闆上脫焊的問題,而且,經(jīng)過(guò)一段時(shí)間的生産發(fā)現,這(zhè)種(zhǒng)方式有可能(néng)造成(chéng)金線在靠近第二焊點的跟部斷裂,存在可靠性的問題。于是第三種(zhǒng)鍵合方式BSOB(BondStitchOnBal1)被(bèi)運用到了矽麥克風的引線鍵合工藝中,先在PCB基闆植一個金球,然後(hòu)再用金線將(jiāng)IC與PCB基闆上的金球連接起(qǐ)來,如圖1(c)。

3第二焊點失效模式及解決方案
3.1第二焊點主要失效模式
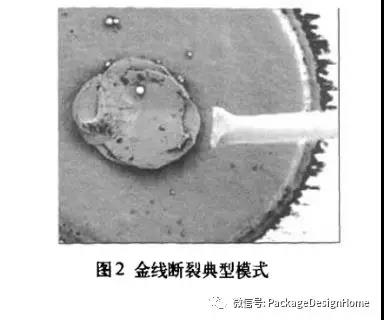
脫焊、虛焊、引線斷裂、金層脫落等是第二焊點常見失效模式,而引線斷裂是影響可靠性的最主要失效模式。利用電子顯微鏡對(duì)金線斷裂的失效矽麥克風器件進(jìn)行觀察發(fā)現在PCB基闆和金線之間的金球表面(miàn)遠不如PCB基闆表面(miàn)平整,金線在金球表面(miàn)突起(qǐ)的地方急劇變形,形成(chéng)較爲集中的應力點,而導緻金線在跟部位置斷裂,其形狀如圖2所示。
3.2第二焊點失效解決方案
3.2.1 鍵合溫度的确定鍵合溫度是超聲熱壓焊最基本的參數之一,直接影響PCB基闆上焊盤的剪切力。通常溫度越高越容易焊接,焊盤的剪切力越大。但鍵合溫度同時(shí)受PCB基闆的玻璃化溫度的制約。PCB基闆上焊盤的剪切力可根據下面(miàn)經(jīng)驗公式推算:
BSRmin=BSSXBall area
這(zhè)裡(lǐ)BSR爲焊盤剪切力,BSS是單位面(miàn)積上焊盤剪切力,對(duì)于金絲焊盤而言,一般不小于6g/mil2(1mi1=25μm)左右。BCD爲焊盤直徑,直徑爲25μm的金線焊接後(hòu)焊盤直徑應該在75μm左右。故焊盤剪切力應該不小于:
BSRmin=6×金球面(miàn)積=6×【3.14×(3/2)2】=42.39(g)
矽麥克風使用的化學(xué)鎳金基闆玻璃化溫度在180℃左右,在其他焊接條件相同的情況下,選用不同鍵合溫度進(jìn)行實驗,焊盤剪切力如圖3所示。
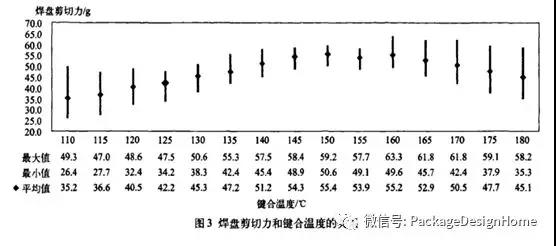
可以看出,在150℃時(shí)焊盤剪切力最大,同時(shí)剪切力的變差也最小,所以矽麥克風的鍵合溫度設定在150℃±10℃的範圍内。
3.2.2 引線鍵合工藝參數的優化
爲進(jìn)一步優化金球焊盤剪切力和焊盤表面(miàn)質量,在鍵合溫度設定在150℃進(jìn)行實驗設計,研究鍵合時(shí)間、鍵合壓力、鍵合的超聲波功率與金球焊盤剪切力連接力、金球焊盤高度以及金球焊盤截面(miàn)直徑之間的關系,并考察金球焊盤的表面(miàn)平整度。運用Mini—Tab軟件設計了表1所示的DOE。

通過(guò)Mini—Tab軟件的分析,鍵合時(shí)間、鍵合壓力和鍵合的超聲波功率的最佳設定如圖4所示。

3.2.3 劈刀尺寸的影響
劈刀是影響引線斷裂的另外一個重要因素,劈刀的主要參數如圖5所示:有劈刀内徑H,腔體斜面(miàn)的直徑CD、腔體斜面(miàn)倒角CA、劈刀端部直徑T、斜面(miàn)角度FA及圓角半徑OR。評價第二焊點質量的指标包括焊點連接力和焊點形狀,其中T、FA和OR對(duì)第二焊點質量有著(zhe)直接的影響。
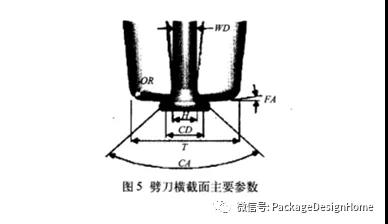


矽麥克風的第二焊點是將(jiāng)金線鍵合在金球焊盤上,對(duì)劈刀的選擇有著(zhe)特殊要求。首先,金球焊盤的面(miàn)積限制了有效接觸面(miàn)積,劈刀的值一般爲金球焊盤直徑的兩(liǎng)倍左右;其次,由于焊盤的平整度不如PCB基闆,所以通常選擇相對(duì)較小的以提高連接強度,一般FA在0°-4°左右;最後(hòu)必須考慮金線跟部形狀,爲了在金線跟部形成(chéng)較爲平滑的過(guò)渡,需要選擇較大的OR,提高金線與金球焊盤連接跟部的可靠性。
4結束語
本文探讨了不同引線鍵合方式、引線鍵合機工藝參數設置和不同劈刀對(duì)化學(xué)鎳金基闆上焊點可靠性的影響。主要實驗結果如下:
爲提高第二焊點在化學(xué)鎳金基闆上的連接力,在化學(xué)鎳金工藝和成(chéng)本允許範圍内應盡可能(néng)增加化學(xué)鎳金層厚度。随著(zhe)鍵合溫度提高,第二焊點在化學(xué)鎳金基闆上的連接力越大,但在接近基闆玻璃化溫度時(shí),連接力會(huì)有所降低,而且變差有所增加,所以鍵合溫度應設置在比基闆玻璃化溫度稍小的範圍内。對(duì)于BSOB的鍵合模式,金球焊盤的質量直接影響第二焊點的可靠性。金球焊盤的面(miàn)積越大,表面(miàn)平整度越高,第二焊點的可靠性越好(hǎo)。考慮到矽麥克風第二焊點的特殊性,劈刀的TIP一般選擇爲金球焊盤直徑的兩(liǎng)倍左右,FA在0°~4°左右,OR在62.5μm-125μm。
轉載自:半導體封裝工程師之家
3第二焊點失效模式及解決方案
3.1第二焊點主要失效模式
脫焊、虛焊、引線斷裂、金層脫落等是第二焊點常見失效模式,而引線斷裂是影響可靠性的最主要失效模式。利用電子顯微鏡對(duì)金線斷裂的失效矽麥克風器件進(jìn)行觀察發(fā)現在PCB基闆和金線之間的金球表面(miàn)遠不如PCB基闆表面(miàn)平整,金線在金球表面(miàn)突起(qǐ)的地方急劇變形,形成(chéng)較爲集中的應力點,而導緻金線在跟部位置斷裂,其形狀如圖2所示。
3第二焊點失效模式及解決方案
3.1第二焊點主要失效模式
脫焊、虛焊、引線斷裂、金層脫落等是第二焊點常見失效模式,而引線斷裂是影響可靠性的最主要失效模式。利用電子顯微鏡對(duì)金線斷裂的失效矽麥克風器件進(jìn)行觀察發(fā)現在PCB基闆和金線之間的金球表面(miàn)遠不如PCB基闆表面(miàn)平整,金線在金球表面(miàn)突起(qǐ)的地方急劇變形,形成(chéng)較爲集中的應力點,而導緻金線在跟部位置斷裂,其形狀如圖2所示。