
-高端品牌LED輔料四大類-





AuSn焊料低溫真空封裝工藝研究
原創作者: 李丙旺
摘要
在介紹半導體金錫(AuSn)焊料低溫真空封裝工藝的基礎上,重點對(duì)AuSn焊料、真空度、爐溫曲線設置等工藝技術方面(miàn)進(jìn)行了深入研讨。并就(jiù)真空、爐溫等方面(miàn)作了相應的工藝實驗,給出了最優化工藝條件解決方案。
1 引言
封裝可以簡明地定義爲對(duì)電子器件進(jìn)行互連、加電、保護和散熱。氣密封裝通常采用由金屬、陶瓷、玻璃等材料制成(chéng)的帶腔體的外殼,外殼在被(bèi)封蓋後(hòu)能(néng)使安裝于其内的電子元器件與外界環境相隔離,阻止有害液體、固體特别是氣體污染物的侵蝕或滲透入内,保證産品的長(cháng)期可靠性。
就(jiù)封裝的質量和密封可靠性來說(shuō),采用金錫 (AuSn)低熔點合金焊料進(jìn)行高可靠的集成(chéng)電路密封是一種(zhǒng)重要的封裝方法,它在承受機械沖擊、熱沖擊、化學(xué)腐蝕等機械和氣候環境方面(miàn),有著(zhe)比其他金屬合金焊料更大的優越性。因此,金錫焊料的低溫焊接封裝是爲滿足一些軍用标準的高可靠産品要求所必須采用的封裝形式。
半導體AuSn焊料低溫真空封裝工藝就(jiù)是在真空環境下,將(jiāng)鍵合好(hǎo)半導體芯片通過(guò)AuSn焊料進(jìn)行低溫氣密性封裝,其主要工藝影響因素是AuSn焊料、爐溫、真空等。
本文主要介紹了AuSn焊料及其對(duì)封裝的影響,并就(jiù)真空、爐溫等工藝條件進(jìn)行了重點研讨,探索最優化工藝條件方案。
2 AuSn焊料及其焊接封裝的影響因素
金屬氣密封裝由于在最嚴酷使用條件下具有傑出的可靠性而被(bèi)廣泛用于特殊用途。錫焊,是金屬氣密封裝的一種(zhǒng)重要形式,又稱爲釺焊、共晶焊、焊料焊等,是在殼體和蓋闆的密封區域之間放人含錫的合金預制片,加熱到熔點溫度後(hòu)形成(chéng)共熔/共晶,將(jiāng)殼體和蓋闆密封焊接在一起(qǐ)。封裝用錫焊焊料一般預先制作成(chéng)合金焊片,主要有兩(liǎng)種(zhǒng)類型:一種(zhǒng)爲低熔點的軟焊料,最常用的是熔點爲183℃的Sn63Pb37合金焊片;另一種(zhǒng)爲較高熔點的硬焊料,最常用的是熔點爲280℃的Au80Sn20合金焊片。
AuSn焊料因其在焊接強度、耐腐蝕性和抗氧化等方面(miàn)都(dōu)具有較好(hǎo)的優越性,而且AuSn焊料在封裝焊接中無需助焊劑,避免了因使用助焊劑對(duì)半導體芯片形成(chéng)的污染和腐蝕。因此,AuSn(80:20)焊料是應用最爲廣泛的合金焊料之一。AuSn合金焊料具有合适的潤濕性和接觸角,其鋪展百分數在7O~8O之間,封裝焊接後(hòu)不容易“爬蓋”,焊接強度高,氣密性漏氣速率可小于1×l0-3Pa·cm3/s,其抗氧化性極強,焊接後(hòu)的焊縫不必再塗敷有機樹脂進(jìn)行保護。它不僅适合于半導體集成(chéng)電路的封裝,也可用于混合集成(chéng)電路的封裝,其焊接成(chéng)品率可達98%以上,是一種(zhǒng)具有優越性能(néng)的高可靠焊料。
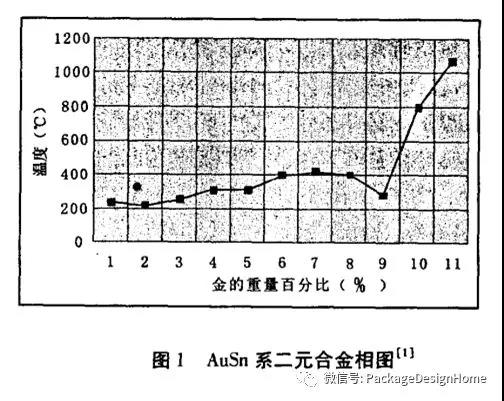
AuSn焊料的潤濕性是焊接質量的一個重要因素,通常是通過(guò)測定其接觸角、潤濕速率或鋪展性來衡量其可焊性。接觸角越小、鋪展性越高,則說(shuō)明焊料流散性能(néng)很好(hǎo),能(néng)保證其焊接質量。但是不同的焊接外殼金屬上框和蓋闆的鍍金層厚度,以及焊料合金成(chéng)分的變化,都(dōu)會(huì)對(duì)焊接質量産生一定影響,具體影響因素見表1。在Au—Sn系統(圖1)中共晶體的富金一側有非常陡的液相曲線斜度,在高于共晶組成(chéng)處,金含量僅增加3%~5%就(jiù)可使液相溫度從280℃提高到450℃以上,進(jìn)而引起(qǐ)許多氣密性失效,金鍍層越厚,情況越嚴重。所以金鍍層在保持足夠浸潤與防護性的前提下,厚度應盡可能(néng)最小。
(1)焊接氣氛對(duì)焊接質量的影響。所謂焊接氣氛就(jiù)是指在焊接時(shí)采用何種(zhǒng)氣體對(duì)焊接表面(miàn)進(jìn)行保護,不緻因表面(miàn)氧化而影響其焊接。同時(shí),使用焊料焊實現集成(chéng)電路的封裝時(shí),爲了防止芯片受到污染,不允許使用助焊劑,因此爲使低熔點合金焊料保持其表面(miàn)潔淨而不受氧化,焊接氣氛就(jiù)顯得尤爲重要。一般采用真空、氮氣或氮氣和氫氣的混合氣體作爲保護氣體。利用真空爐進(jìn)行集成(chéng)電路封裝時(shí),要求其真空度優于1.3Pa;而采用鏈式封裝爐時(shí),一般采用比例爲90:10的氫一氮混合氣體。
(2)鍍金層對(duì)封裝焊接質量的影響。當使用低熔點合金焊料時(shí),要求待焊外殼金屬上框和蓋闆采用鍍金層進(jìn)行表面(miàn)處理,從而爲所使用焊料與金形成(chéng)共晶體保證焊接質量。焊料的浸潤性與鍍金層有著(zhe)很大關系,鍍金層的質量和厚度都(dōu)會(huì)對(duì)焊料的浸潤性産生影響,實踐證明,鍍金層厚度爲0.8—1.5μm時(shí)對(duì)焊料封裝焊接最爲有利。
(3)焊料成(chéng)分對(duì)封裝焊接質量的影響。一定比例的含量成(chéng)分有其一定的熔點,當焊料成(chéng)分發(fā)生變化時(shí),其熔點也随之而變動.從而也影響了焊料的浸潤性,對(duì)焊接質量不利。因此當使用某低熔點合金焊料時(shí),首先要保證焊料的成(chéng)分必須穩定,并嚴格控制其他金屬元素和雜質的浸入。AuSn合金所用原材料系由純度分别爲:Au99.95%和Sn99.99%所組成(chéng),其組成(chéng)比例:Sn:Au=20:80.考慮到焊接時(shí)外殼金屬上框和蓋闆上的鍍金層有一部分將(jiāng)要參與共同形成(chéng)共晶體,所以焊料實際配方中Au的含量爲78%,Sn的含量爲22%,AuSn系二元合金,其相圖如圖1所示。
3 AuSn焊料焊接封裝溫度
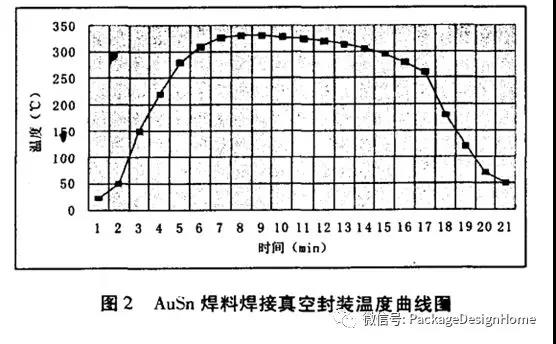
AuSn(80:20)合金焊料在焊接時(shí)所施加的溫度應使焊料能(néng)夠有足夠的流動性和潤濕性,這(zhè)個溫度大約高出焊料熔點50℃(約330℃)。在焊接封裝過(guò)程中,基于AuSn合金焊料的共晶成(chéng)分,很小的過(guò)熱度就(jiù)可以使合金溶化并浸潤,且合金的凝固過(guò)程也進(jìn)行得很快。因此,AuSn合金焊料的使用大大縮短了封裝焊接周期。AuSn焊料焊接封裝的溫度是影響焊接封裝質量最重要的因素之一,圖2是AuSn焊料的真空焊接封裝溫度曲線圖,由圖可見,當加熱初期時(shí),由于真空度低,加熱速率快,所以升溫速率快,随著(zhe)真空度和爐溫的升高,升溫速率也随著(zhe)放慢,而在降溫階段,由于前期是真空狀态下降溫,所以降溫速率較慢,當通人氮氣或大氣後(hòu),其降溫速率明顯加快。
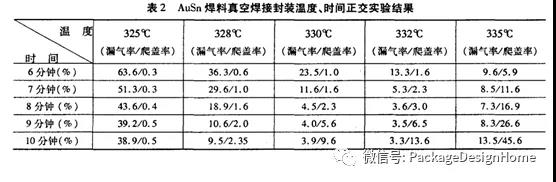
一般卧式真空爐的真空焊接封裝工藝從加熱底開(kāi)始到加熱結束大約爲7.5分鍾到9分鍾之間,具體時(shí)間主要取決于電路及焊料環大小,當然,不同類型的設備會(huì)有略微差異。我們分别對(duì)真空焊接封裝溫度325℃一335℃、焊接時(shí)間6—10分鍾的情況做了分組正交實驗,并就(jiù)同一種(zhǒng)底座、焊料環和蓋闆在焊接封裝後(hòu)對(duì)其漏氣率和焊料爬蓋率進(jìn)行了統計,具體結果如表2。
從表2中的數據可以看出,對(duì)于此種(zhǒng)座、焊料環和蓋闆的焊接封裝的較佳工藝條件是:加熱溫度爲330℃,加熱時(shí)間爲8分鍾~9分鍾;或加熱溫度爲332℃,加熱時(shí)間爲7分鍾~8分鍾。在這(zhè)兩(liǎng)種(zhǒng)條件下,焊接封裝的漏氣率和爬蓋率最小,也就(jiù)是說(shuō)其成(chéng)品率最高,焊接封裝效果也最好(hǎo)。通過(guò)對(duì)6批(5600隻)焊接封裝産品的跟蹤檢測也驗證了這(zhè)一點。
4 AuSn焊料焊接封裝真空度
AuSn焊料真空焊接封裝的器件在使用過(guò)程中,氣體的洩漏率與器件内外的壓力差成(chéng)正比。真空封裝的器件内外壓力差遠大于氣密封裝的内外壓力差,故真空封裝對(duì)洩漏率要求比氣密封裝要高很多,而且真空封裝對(duì)材料的使用和處理都(dōu)有很高的要求。
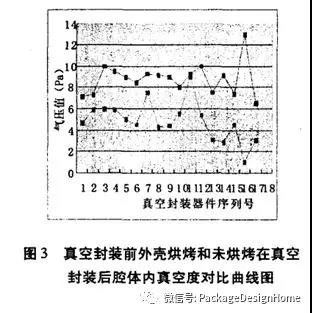
首先,殼體材料是影響焊接封裝真空度的一個重要因素。由于材料具有吸氣特性,在真空焊接封裝過(guò)程中的高溫下吸附的氣體將(jiāng)會(huì)釋放,將(jiāng)對(duì)真空封裝後(hòu)器件腔體内的真空度有影響。如圖3所示爲真空封裝殼體在真空封裝前烘烤與未烘烤的對(duì)比曲線。由圖3中可以看到未烘烤的殼體,真空封裝後(hòu)器件腔體内的平均真空度在9—1OPa這(zhè)樣(yàng)一個水平,而烘烤過(guò)6h的器件真空封裝後(hòu)腔體内的平均真空度在5Pa左右。可見真空封裝殼體在封裝前對(duì)其進(jìn)行烘烤可以提高真空封裝後(hòu)器件腔體内的平均真空度。
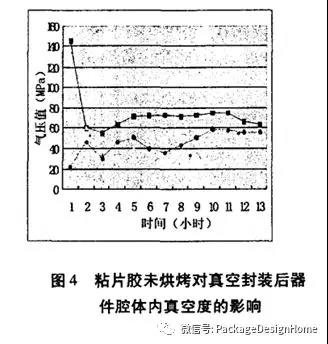
其次,貼片膠是影響焊接封裝真空度的另一個重要影響因素。貼片膠是高分子材料,高分子材料由于空隙較多,比較容易吸附氣體,在真空封裝殼體内,由于相對(duì)大氣環境,裡(lǐ)面(miàn)吸附的氣體就(jiù)很容易釋放出來,破壞真空封裝器件腔體内的真空度。如圖4所示,有貼片膠器件真空封裝後(hòu)的器件腔體内部的真空度從lOPa到60Pa不等,真空封裝後(hòu)腔體内的壓力比成(chéng)品率實驗時(shí)要高很多,而且真空封裝後(hòu)的腔内壓力一緻性也較差。要解決貼片膠的問題,在進(jìn)一步的研究中,必須采用吸氣劑來提高器件真空封裝後(hòu)腔體内的真空度。
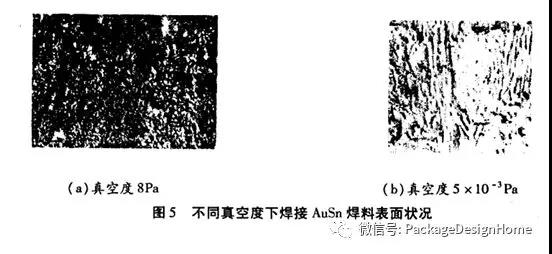
爲了較好(hǎo)地體現出實驗的可比性,實驗采取了分别在一種(zhǒng)較差的真空度(8Pa)下和一種(zhǒng)較好(hǎo)的真空度(5X10-3Pa)下進(jìn)行AuSn焊料的焊接封裝。實驗結果見圖5。由圖可以看出,在8Pa下進(jìn)行焊接的AuSn焊料明顯嚴重氧化發(fā)黑,這(zhè)將(jiāng)嚴重影響焊接封裝質量;而在5×10-3Pa下進(jìn)行焊接的AuSn焊料除了由于表面(miàn)雜質而存在個别缺陷外幾乎沒(méi)有氧化,焊接封裝質量較好(hǎo),成(chéng)品率較高。
6 結束語
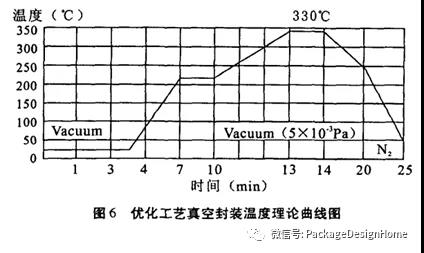
在半導體AuSn焊料低溫真空封裝工藝中,AuSn焊料本身的組分比及其浸潤性等是影響其焊接質量的重要因素,而在整個焊接封裝過(guò)程中爐溫和真空則是保證焊接氣密性和質量的重要條件。根據上述實驗分析,最優化工藝方案是如圖6所示的工藝方案。